·ўІјКұјдЈә2020-05-27 ТСҫӯУР1ИЛІй№эҙЛОДХВ ·ө»ШёРУҰҙг»рБРұн
| ёЯЖөҙг»рјУИИ·ҪКҪУРБҪЦЦЈәөЪТ»ЦЦКЗН¬КұјУИИҙг»рЈ¬јҙҪ«№ӨјюРиТӘҙг»рөДұнГжН¬КұјУИИЈ¬ЛжәуҪшРРјұҫзөДАдИҙЈ»өЪ¶юЦЦКЗСӯРтБ¬РшјУИИҙг»рЈ¬јҙУГёРУҰјУИИ№ӨјюөДТ»РЎІҝ·ЦұнГжЈ¬Н¬Кұ№ӨјюУЙЙППтПВТЖ¶ҜЈ¬К№ұнГжСӯРтБ¬РшјУИИәНАдИҙЎЈ
ҪшРР¶аЖ·ЦЦЎўРЎЕъБҝБгјюөДЙъІъКұЈ¬І»Н¬ІДБПҝЙДЬРиТӘК№УГІ»Н¬өДҙг»рҪйЦКЈ¬№Кҙу¶аІЙУГН¬КұјУИИөДҙг»р·ҪКҪЎЈИфҙг»рұнГж»эҪПҙуөДБгјюЈ¬КЬЙиұё№ҰВКөИТтЛШөДПЮЦЖЈ¬ФтҝјВЗІЙУГБ¬РшјУИИөД·ҪКҪҪшРРҙг»рЎЈ
1.ВнКПМеІ»РвёЦ№ӨјюДЪҝЧёЯЖөұнГжҙг»р ЈЁ1Ј©јУ№ӨДСөг ВнКПМеІ»РвёЦ№ӨјюДЪҝЧёЯЖөұнГжҙг»рІЙУГН¬КұјУИИөД·ҪКҪЈ¬ЖдјУ№ӨДСөгФЪУЪІ»РвёЦІДЦКәНДЪҝЧұнГжҙг»рЎЈ
ёЯЖөёРУҰјУИИ№эіМЦРЈ¬ОВ¶Иі¬№эІДБПК§ҙЕөгЈЁёЦМъІДБПК§ҙЕөгОВ¶ИТ»°гФЪ700Ў«800ЎжЈ©КұЈ¬ІДБПөзҙЕёРУҰДЬБҰҪөөНЈ¬јУИИЛЩ¶ИПВҪөКэұ¶Ј¬ҪшТ»ІҪјУИИА§ДСЎЈ¶шІ»РвёЦИИҙҰАнОВ¶ИёЯЈ¬ҫщФЪ1000ЎжТФЙПЈ¬јУИИөҪІДБПөДҙг»рОВ¶ИДС¶ИёьҙуЎЈБнТ»·ҪГжЈ¬УЙУЪЖдИИҙҰАнОВ¶ИёЯЈ¬ҪУҪьІДБПөДИЫөгЈ¬ЛдИ»К§ҙЕөгТФЙПјУИИЛЩ¶ИҪөөНЈ¬ө«ҪПіЈ№жИИҙҰАнјУИИЛЩ¶ИИФәЬҝмЈ¬УЦДСТФҝШЦЖЈ¬ҙжФЪ·ўЙъБгјюұнГж№эИИИЫИЪөД·зПХЎЈ
»·ЧҙР§УҰКЗёРУҰјУИИөДИэҙуР§УҰЦ®Т»Ј¬ТІКЗФміЙДЪҝЧјУИИА§ДСөДФӯТтЛщФЪЎЈјҙК№УГёРУҰИҰ¶Ф№ӨјюҪшРРјУИИКұЈ¬НЁ№эёРУҰИҰөДөзБчјҜЦРФЪёРУҰИҰөДДЪІаұнГжЎЈјУИИ№ӨјюНвФІұнГжКұЈ¬ёРУҰИҰДЪІаұнГжУл№ӨјюНвІаұнГжПа¶ФУҰЈ¬УРАыУЪ№ӨјюөДјУИИЈ¬¶шјУИИ№ӨјюДЪҝЧұнГжКұЈ¬·ҪПтФтХэәГПа·ҙЈ¬»бК№ёРУҰЖчөДөзР§ВКПФЦшҪөөНЈ¬І»АыУЪ№ӨјюөДјУИИЎЈ¶шЗТЈ¬ҪшРРДЪҝЧёРУҰҙг»рКұЈ¬јУИИГжФЪ№ӨјюДЪІҝЈ¬ІЩЧчХЯҙУНвІҝІ»ТЧЦұҪУ№ЫІвЈ¬Т»¶ЁіМ¶ИЙПФцјУБЛІЩЧчА§ДСЎЈ
ДіІъЖ·ЗтГжЦбіРЈЁјыНј1Ј©ТӘЗуsf28mmЗтГжҙг»рЈ¬ІДБПОӘВнКПМеІ»РвёЦ20Cr13Ј¬ҙг»рУІ¶ИТӘЗу35Ў«45HRCЎЈёГ№ӨјюіэЙПКцјУИИДСөгНвЈ¬ЖдјУИИГжОӘЗтГжЈ¬¶шІ»КЗЦұНЁДЪҝЧЈ¬ұШИ»ФміЙёРУҰЖчУл№ӨјюјУИИГжөДјдП¶ФцҙуЈ¬ҪшТ»ІҪҪөөНБЛөзР§ВКЎЈНЁіЈҪшРРДЪҝЧёЯЖөҙг»рЈ¬ОӘҝЛ·ю»·ЧҙР§УҰ¶Ф№ӨјюјУИИөДІ»АыУ°ПмЈ¬ІЙУГФЪёРУҰЖчЙПЙиЦГөјҙЕМеЈ¬ТФёДұдҙЕіЎөД·ЦІјЈ¬ЖИК№өзБчПтҪУҪьУЪ№ӨјюЛщРијУИИөДұнГж·ЦІјЈ¬ҙУ¶шёДЙЖјУИИР§№ыЎЈө«ёГ№ӨјюДЪҝЧҪПРЎЈ¬ИҘөфёРУҰЖчУл№ӨјюЦ®јдөДјдП¶ҫаАлТФј°ёРУҰЖчЧФЙніЯҙзЈ¬ёРУҰЖчДЪҫ¶ФЪ13mmТФПВЈ¬ОЮ·ЁјУЧ°өјҙЕМеЎЈ¶ФёГ№ӨјюөДёРУҰҙг»рЦ»ДЬНЁ№эУЕ»Ҝ№ӨТХІОКэЎўёДҪшјУИИ№эіМТФЧоҙуПЮ¶И·ў»УЙиұёДЬБҰөД·Ҫ·ЁЎЈ 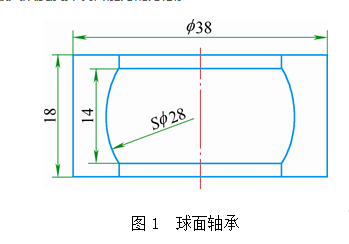 ЈЁ2Ј©ҙг»р№ӨТХ·Ҫ°ё ҙг»р№ӨТХ·Ҫ°ё°ьАЁјУИИКұјдЎўҙг»рОВ¶ИЎўҙг»рҪйЦКЎЈ
Рн¶аИЛИПОӘЈ¬ёЯЖөёРУҰҙг»р¶јКфУЪЛІКұјУИИЈ¬ҝЙТФФЪ¶М¶МјёГлДЪҙпөҪҙг»рОВ¶ИЈ¬ХвЦЦИПК¶·ҙУіөДКЗЖХұйЗйҝцЈ¬ИҙКЗІ»И«ГжөДЎЈУРР©ЗйҝцПВЈ¬јУИИЛЩ¶И»бВэТ»Р©Ј¬¶шФЪТ»Р©МШКвЗйҝцПВЈ¬НЁ№эҪөөНөзС№КдіцөИКЦ¶ОЈ¬јхВэБгјюөДјУИИЛЩ¶ИЈ¬ҝЙТФВъЧгТ»Р©МШКв№Өјю»тМШКвјјКхТӘЗуөДРиТӘЎЈ¶ФУЪёГ№ӨјюАҙЛөЈ¬УЙУЪЦо¶аІ»АыТтЛШөДҙжФЪЈ¬ҝмЛЩјУИИКЗІ»ПЦКөөДЈ¬ҝјВЗДҝІвОВ¶Иұд»ҜөДРиТӘәН·АЦ№№эИИЙхЦБұнГжИЫИЪПЦПуөД·ўЙъЈ¬ТФұЈЦӨҙг»рЦКБҝЈ¬ұШРлБўЧгУЪҪПВэөДјУИИЛЩ¶ИЎЈјУИИЛЩ¶И№эВэФтҪ«К§ИҘұнГжҙг»рөДУЕКЖЈ¬»№»бТтИИҙ«өјК№ҙгУІІг№эҙуЎЈКөјщЦӨГчЈ¬Ҫ«ёГ№ӨјюөДјУИИКұјдҝШЦЖФЪ2.5Ў«3minЦ®јдҪПОӘККТЛЎЈ
№ӨјюөДҙг»рОВ¶ИУҰёщҫЭёЦЦЦЎўФӯКјЧйЦҜј°ФЪПаұдЗшөДјУИИЛЩ¶ИАҙИ·¶ЁЈ¬ёЦЦЦәНФӯКјЧйЦҜТ»¶ЁөДМхјюПВЈ¬ҙг»рОВ¶ИЦчТӘУЙјУИИЛЩ¶Иҫц¶ЁЎЈјУИИЛЩ¶ИФҪҝмЈ¬ЛщРиөДҙг»рОВ¶ИФҪёЯЈ¬ёЯЖөҙг»рјУИИЛЩ¶ИФ¶ёЯУЪіЈ№жИИҙҰАнЈ¬ТтҙЛЈ¬ёЯЖөҙг»рОВ¶ИЖХұйёЯУЪіЈ№жИИҙҰАнҙг»рОВ¶ИЎЈЗтГжЦбіРУЙУЪёчЦЦФӯТтЈ¬јУИИҙжФЪЦо¶аА§ДСЈ¬ҙг»рОВ¶ИІ»ТЛ№эёЯЈ¬ҙг»рОВ¶ИФҪёЯЈ¬КөПЦДС¶ИФҪҙуЈ¬ХвТІКЗСЎФсҪПВэјУИИЛЩ¶ИөДФӯТтЦ®Т»ЎЈЛдИ»СЎФсБЛҪПВэөДјУИИЛЩ¶ИЈ¬ө«ИФКфҝмЛЩјУИИЈ¬ФЩҝјВЗҪПВэөДјУИИЛЩ¶ИТвО¶ЧЕ°ВКПМе»ҜКұјдҪПҝмЛЩјУИИіӨЎЈҫӯ№э¶Ф¶аЦЦТтЛШөДЧЫәП·ЦОцЈ¬ҙг»рОВ¶ИУҰУліЈ№жИИҙҰАнПаөұ»тВФёЯЎЈ
ВнКПМеІ»РвёЦҙгНёРФәГЈ¬№ӨјюіЯҙзІ»КЗәЬҙуКұЈ¬ҝХАдјҙҝЙНкИ«ҙгНёЎЈЗтГжЦбіРУРР§әс¶ИІ»Чг10mmЈ¬ЗТУЦКЗұнГжҙг»рЈ¬АнВЫЙПУҰСЎФсҝХАдҙг»рЎЈН¬КұЈ¬ҝјВЗөҪҙг»рОВ¶ИСЎФсҪПөНөДМШКвЗйҝцЈ¬ОӘұЈЦӨ№Өјюҙг»рР§№ыЈ¬ВъЧгУІ¶ИТӘЗуЈ¬ҝХАдҙг»рІ»ҝЙұЬГвөШҙжФЪТ»¶ЁІ»И·¶ЁТтЛШЈ¬СЎФсАдИҙЛЩ¶ИҪПҝмөДҙг»рҪйЦКЎўГЦІ№ҙг»рОВ¶ИҪПөНөДҝЙДЬИұПЭҫНіЙОӘұШИ»СЎФсЎЈУНАдИҙЛЩ¶ИГчПФәГУЪҝХАдЈ¬ФЪёчАаҙг»рҪйЦКЦРКфУЪҪПВэөДТ»ЦЦЈ¬№ӨјюјУИИөҪҙг»рОВ¶ИәуБўјҙҪюУНҙг»рјҙҝЙҙпөҪҙг»рР§№ыЎЈҪПВэөДАдИҙЛЩ¶ИУЦІ»ЦВІъЙъБСОЖөИИұПЭЈ¬ОИ¶Ё¶шУРР§өШВъЧгјјКхТӘЗуЎЈ
ЈЁ3Ј©КөјКР§№ы °ҙЙПКц·Ҫ°ё¶ФЗтГжЦбіРҪшРРҙг»рәуЈ¬ЗтГжУІ¶ИФЪ45HRCТФЙПЈ¬ҫӯ№э480Ўж»Ш»рЈ¬УІ¶ИИФОИ¶ЁФЪ40HRCТФЙПЈ¬ЗТГҝТ»№Өјюј°№ӨјюёчІҝО»УІ¶И·ЦІјҫщФИОИ¶ЁЈ¬ЛөГч№Өјюід·ЦҙпөҪБЛҙг»рТӘЗуЎЈёГ№ӨјюөДҙг»ріЙ№ҰЈ¬ОӘјУИИДС¶ИҪПҙуөДІ»РвёЦ№Өјюј°ДЪҝЧөДұнГжҙг»рМṩБЛУРТжөДІОҝјЎЈ
2.ҪПҙуіЯҙзБгјюЙоҙгУІІгёЯЖөұнГжҙг»р ЈЁ1Ј©јУ№ӨДСөг ҙЛ№ӨјюөДёЯЖөҙг»рТІІЙУГН¬КұјУИИөД·ҪКҪЎЈЖдјУ№ӨДСөгЦчТӘФЪУЪКЬЙиұё№ҰВКәНөзБчЖөВКөДПЮЦЖЎЈ
ёЯЖөҙг»рОӘ¶МКұҝмЛЩјУИИЈ¬РиТӘФЪәЬ¶МөДКұјдДЪјУИИөҪәЬёЯөДОВ¶ИЈ¬РиТӘЧг№»өДјУИИ№ҰВКЧчОӘ»щҙЎЎЈ№ӨјюРиТӘјУИИөДұнГжФҪҙуЈ¬ЛщРиөД№ҰВКТІҫНФҪҙуЈ¬ұ»јУИИұнГжҙуөҪТ»¶ЁіМ¶ИКұЈ¬ҫН»бТтЙиұё№ҰВКПЮЦЖДСТФЛіАыКөПЦН¬КұјУИИЎЈ
№ӨјюҪшРРёРУҰјУИИКұЈ¬өзБчНёИлЙо¶ИУЙөзБчЖөВКҫц¶ЁЈ¬ХвТ»ФӯАнК№өзБчЖөВКіЙОӘБЛҫц¶ЁҙгУІІгЙо¶ИөДЦчТӘТтЛШЎЈёЯЖөҙг»рЙиұёөДөзБчЖөВКТ»°гКЗ№М¶ЁөДЈ¬ИзёЯЖөЙиұёөзБчЖөВКОӘ200Ў«300kHzЈ¬¶ФУҰИИНёИлЙо¶ИОӘ0.9Ў«1.1mmЈ¬ХвҫНПЮЦЖБЛҙгУІІгЙо¶ИөДҪшТ»ІҪјУЙоЎЈ
ДіІъЖ·ЗЈТэПъЈЁҙг»рІҝО»јыНј2Ј©ОӘІъЖ·ЦРөД№ШјьБгІҝјюЈ¬ІДБПОӘ40CrәПҪрҪб№№ёЦЈ¬ТӘЗуf 89mmНвФІұнГжёЯЖөҙг»рЈ¬ҙг»рУІ¶ИТӘЗу50Ў«60HRCЈ¬ҙгУІІгЙо¶И2.5Ў«4.5mmЎЈёГ№ӨјюРиҙг»рұнГжіЯҙзҪПҙуЈ¬іэРиТӘҪПҙуөД№ҰВКҪшРРјУИИНвЈ¬¶ФУЪјУИИУ°ПмёьҙуөДОКМвКЗҙг»рІҝО»ОӘ№Өјю°јІЫІҝЈ¬ёРУҰЖчөДЦЖЧчТІКЗТ»ҙуА§ДСЎЈИз°ҙіЈ№ж·Ҫ·ЁЦЖЧчёРУҰЖчЈ¬јҙёРУҰЖчДЪҫ¶ЙФҙуУЪРиҙг»рұнГжЦұҫ¶Ј¬ФтёРУҰЖчұШРлПЦіЎЦЖЧчЈ¬К®·ЦВй·іЈ¬¶шЗТ№Өјюҙг»рұШРлЛр»өёРУҰЖчІЕДЬҪшРРЈ¬ГҝТ»№ӨјюөДёЯЖөұнГжҙг»рұШРлЦЖЧчПаУҰөДТ»јюёРУҰЖчЈ¬ТІҙжФЪЧЕГҝТ»ёРУҰЖчөДЦЖЧчОуІоЈ»ИзёРУҰЖчДЪҫ¶ҙуУЪПаБЪҪШГжЦұҫ¶Ј¬јҙҙуУЪ111mmЈ¬ФтёРУҰЖчУлҙг»рІҝО»өДјдҫајУҙуБЛ11mmЈ¬ёРУҰјУИИР§ВКҪ«ПФЦшҪөөНЎЈҙгУІІг·ҪГжЈ¬2.5Ў«4.5mmөДЙо¶И·¶О§КЗХэіЈИИНёИлЙо¶ИөД2.5Ў«4.5ұ¶Ј¬ОӘМбёЯҙгУІІгЙо¶ИЈ¬Т»°гҝЙККөұАыУГИИҙ«өјөДФӯАнЈ¬јҙАыУГИИБҝУЙұнГжПтРДІҝҙ«өјөДМШРФЈ¬јУҙујУИИІгөДәс¶ИЎЈө«өҘҙҝТАҝҝИИҙ«өјөД·Ҫ·ЁРиТӘЧФұнГжПтДЪҙжФЪҪПҙуөДОВ¶ИІоЈ¬НщНщТӘЗуөДҙгУІІгЙо¶ИҙпөҪҙг»рОВ¶ИКұЈ¬ұнГжОВ¶ИТС№эёЯЈ¬ІъЙъұнГжЧйЦҜ№эИИЎў№эЙХөИИұПЭЎЈ 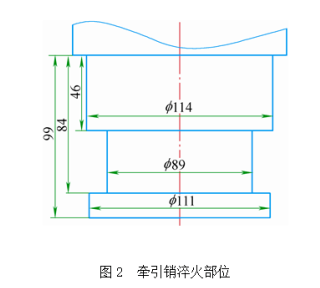 ЈЁ2Ј©ҙг»р№ӨТХ·Ҫ°ё ОӘНкіЙҙЛПо№ӨјюөДҙг»рЈ¬ЧЁГЕЦЖЧчБЛёРУҰЖчЈ¬јУЗҝБЛ№ӨТХ№эіМҝШЦЖІўІЙУГБЛ¶ПРшјУИИ·ҪКҪЎЈ
ҪбәПЗЈТэПъөДЦо¶аМШөгЈ¬ёДұдҙ«НіёРУҰЖчЦЖЧч·ҪКҪЈ¬Ҫ«ёРУҰЖчЦЖЧчОӘ°лФІРОЈ¬ҝЛ·юҙ«НіёРУҰЖч¶ФУЪёГ№ӨјюёЯЖөҙг»рөДЙПКцДСөгЈ¬јИҝЙТФКөПЦёРУҰЖчУлјУИИұнГжЦ®јдҫЎҝЙДЬРЎҫаАлөДЕдәПЈ¬УЦҝЙТФ·ҪұгөШК№№ӨјюУлёРУҰЖчНСАлҪшРРҙг»рЎЈФЪҫЯМеөДІЩЧчКөК©ЦРЈ¬К№№ӨјюПа¶ФУЪёРУҰЖчҪшРРН¬РДРэЧӘЈ¬ҙпөҪЛІјд¶Ф°лФІҪшРРјУИИЈ¬ХыМеЙПУЦ¶ФИ«Іҝҙг»рұнГжҪшРРјУИИөДМШКвР§№ыЈЁјыНј3Ј©ЎЈ 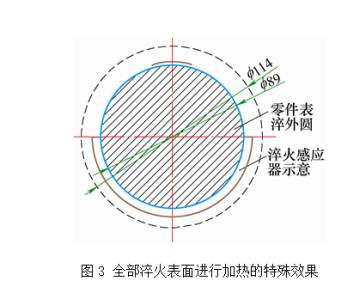 З°ГжТСҪІКцЈ¬ёЦМъІДБПФЪјУИИөҪТ»¶ЁОВ¶ИәуЈ¬Ҫ«К§ИҘҙЕРФЈ¬јУИИЛЩ¶ИЛжЦ®ПВҪөКэұ¶ЎЈКөјКјУИИ№эіМЦРЈ¬өұұнГжіцПЦі¬№эК§ҙЕөгөДұЎІгКұЈ¬әНұЎІгПаБЪөДДЪІҝҪ»ҪзҙҰОРБчЗҝ¶ИҫН»бН»И»ЙПЙэЈ¬іЙОӘјУИИЛЩ¶ИЧоҝмөДІҝО»Ј¬іцПЦёЯОВұнІгјУИИЛЩ¶ИҪөөНЈ¬Ҫ»ҪзҙҰЙэОВјУЛЩЈ¬ІўПтДЪІҝНЖТЖөДПЦПуЎЈХвТ»ПЦПуОӘМбёЯҙгУІІгЙо¶ИКЗУРАыөДЈ¬ө«ұнІгёЯОВЗшјУИИЛЩ¶ИҪПҪ»ҪзҙҰТФДЪөДІҝО»ҝмәЬ¶аЈ¬ұнІг№эИИЎў№эЙХЗгПтИФәЬСПЦШЎЈҙЛКұЈ¬ҫНРиТӘХТіцөзС№ЎўјУИИЛЩ¶ИөИІОКэөДЧојСЕдЦГЈ¬СПёсјУИИ№эіМөДҝШЦЖЈ¬ФЪұЈЦӨЦКБҝөДЗ°МбПВҫЎБҝФцҙуҙгУІІгЙо¶ИЎЈ
ЗЈТэПъТӘЗуҙгУІІгЙо¶ИҪПҙуЈ¬өҘҙҝөДІОКэҝШЦЖФЪНкИ«ВъЧгјјКхТӘЗу·ҪГжИФУРЗ·ИұЈ¬»№РиТӘІЙИЎТ»Р©ЖдЛыјјЗЙЎЈ¶ПРшјУИИЈ¬јҙФЪОҙҙпөҪҙг»рОВ¶ИКұЈ¬ФЭКұНЈЦ№јУИИЈ¬К№№ӨјюұнГжИИБҝҪП¶аөШПтДЪҙ«өјЈ¬И»әуФЩЦШРВҝӘКјјУИИЎЈХвСщПаөұУЪФцјУБЛИИҙ«өјКұјдЈ¬ҪөөНұнГжПтДЪІҝөДОВ¶ИМЭ¶ИЈ¬·ҙёҙҪшРРКэҙОЈ¬ұнГжОВ¶ИІ»ЦВ№эёЯ¶шІъЙъ№эИИЎў№эЙХЎЈКөПЦҙУұнГжПтДЪ2.5Ў«4.5mmДЪҪПҫщФИөДҙпөҪҙг»рОВ¶ИөДДҝөДЎЈ
ЈЁ3Ј©КөјКР§№ы ІЙИЎёДҪшёРУҰЖчЙијЖЎўУЕ»Ҝ№ӨТХІОКэЎў¶ПРшјУИИөИҙлК©әуЈ¬ЗЈТэПъұнГжёЯЖөҙг»рәуУІ¶ИҝЙТФОИ¶ЁҙпөҪ55HRCЧуУТЈ¬ҙгУІІгЙо¶И3mmТФЙПЈ¬К№УГёЯЖөҙг»рөД·ҪКҪҙпөҪБЛұҫККәПУЪЦРЖөҙг»рөДҙгУІІгЙо¶ИТӘЗуЎЈ¶шЗТУЙУЪёРУҰЖчөДёДҪшЈ¬№ӨјюҝЙТФЦрТ»Б¬РшІ»¶ПөШҪшРРҙг»рІЩЧчЈ¬УРР§МбёЯБЛ№ӨЧчР§ВКЎЈ
3.РиТӘЧўТвөДКВПо ОӘұЈЦӨјУ№ӨЦКБҝЈ¬РиЧўТвПВБРКВПоЈә
ЈЁ1Ј©ЙиұёО¬»Ө№ӨЧчј«ОӘЦШТӘЎЈёЯЖөёРУҰЖчУл№ӨјюјдҫаУҰҫЎҝЙДЬРЎЈ¬ТФјхЙЩЖдөзДЬЛрәДЈ¬ЧоҙуПЮ¶ИөШұЈЦӨН¬КұјУИИөД№ҰВКРиТӘЎЈ
ЈЁ2Ј©К№УГЧПНӯ№ЬНдЦЖіЙВЭРэЧҙКЗёРУҰЖчөДЧоіЈУГРОКҪЎЈЙијЖЦЖЧчҙЛАаёРУҰЖчКұЈ¬УҰҫЎҝЙДЬК№УГЦұҫ¶ҪПҙуөДЧПНӯ№ЬІўјхЙЩФСКэЈ¬ТФҪөөНёРҝ№Ј¬ұЈЦӨјУИИР§ВКЎЈ
4.ҪбУп ёЯЖөёРУҰҙг»рКЗТ»ёцёҙФУөД№эіМЈ¬ФЪИИҙҰАнЦРТІКфУЪМШКвИИҙҰАн·¶ілЈ¬¶шКөПЦН¬КұјУИИФтДС¶ИёьҙуЎЈФЪҫЯМеІЩЧчЦРЈ¬ұШРлЧЫәПҝјВЗЙиұё№ҰВКЎў№ӨЧчЖөВКЎўёРУҰЖчЎўИИҙҰАнІОКэЎўІДБПЧйЦҜЧӘұдЎўҙг»рҪйЦКЎўАдИҙ·ҪКҪөИТтЛШЈ¬ҙпіЙХвР©ТтЛШөДЧојСЕдәПЈ¬ЧоҙуПЮ¶ИөШ·ў»УЙиұёЗұБҰЈ¬ҫЎҝЙДЬВъЧг¶аЖ·ЦЦЎўРЎЕъБҝ№ӨјюН¬КұјУИИҙг»рөДРиТӘЎЈ ёЯЖөёРУҰҙг»рЙиұёҪшРРҫЦІҝјУИИКұРиТӘЧўТвІъЖ·¶ЁО» ёЯЖөёРУҰҙг»рЙиұё-ЛЕ·юөз»ъЧФ¶ҜҝШЦЖПөНі |




Copyright © 2024 №г¶«әЈНШЦЗДЬҝЖјјУРПЮ№«Лҫ °жИЁЛщУР ФБICPұё14033160әЕ  ФБ№«Нш°Іұё 44190002003728әЕ
ФБ№«Нш°Іұё 44190002003728әЕ
өШЦ·Јә ЦР№ъ№г¶«КЎ¶«ЭёҙуБлЙҪХтҙуЕПМпВ·102әЕ301КТ

