发布时间:2020-05-28 已经有1人查过此文章 返回感应淬火列表
0A14001、0A14046、0A14050是三种推土机变速箱拨叉,技术要求为:两爪平面表面淬火,硬度要求≥55HRC,工艺设计为对爪部进行高频感应淬火,原来采用单爪高频表面淬火,效率比较低,为了提高效率,现设计了一套拨叉组合工装,通过更换拨叉定位销,配合一次同时加热、预冷、冷却淬火专用感应器,对三种不同的拨叉进行高频淬火。
拨叉组合高频淬火工装包括底座(见图1)和移动小车(见图2)两大部分、底座通过连接杆与感应淬火机床连接固定,移动小车在底座的滑槽中可以来回滑动,拨叉零件通过拨叉定位销装在移动小车上,拨叉定位销和磁体可以将拨叉在移动小车的小车台面上固定,小车通过底座滑动推入高频淬火感应器内进行高频淬火。
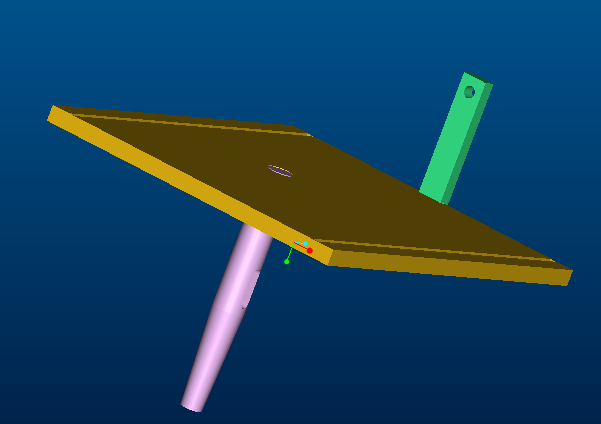
图1 底座
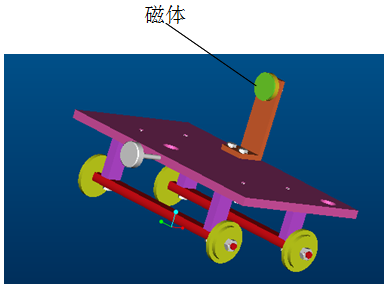
图2 移动小车
拨叉类零件,形状不规则,此工装能使拨叉类工件在高频淬火时候很好的定位,不同形状的拨叉可以选用不同位置的拨叉定位销,并可通过更换或者增减不同高度的拨叉垫圈使拨叉准确定位(见图3、图4、图5),装卡方便,提高效率。
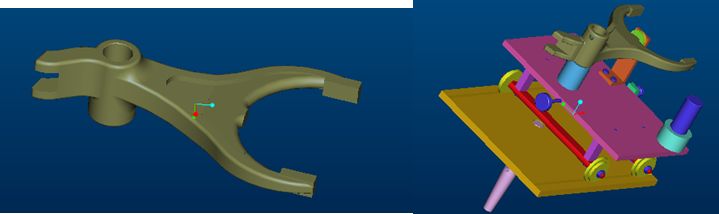
图 3
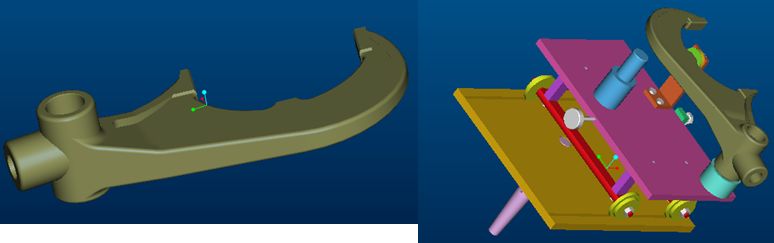
图 4
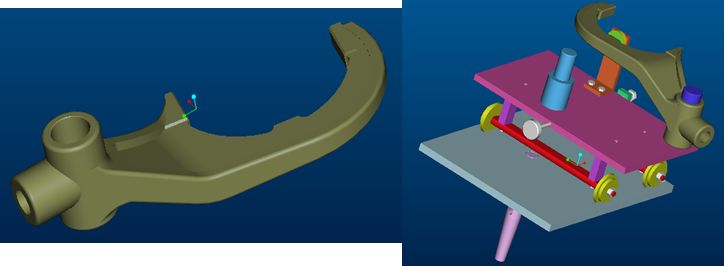
图 5
通过生产实践,不同形状的拨叉可以选用不同位置的拨叉定位销,并可通过更换或者增减不同高度的拨叉垫圈使拨叉准确定位。操作简单、使用灵活、定位准确、拆装方便,解决了拨叉类零件的高频淬火的夹装问题,具有显著的经济效益。




Copyright © 2024 广东海拓智能科技有限公司 版权所有 粤ICP备14033160号  粤公网安备 44190002003728号
粤公网安备 44190002003728号
地址: 中国广东省东莞大岭山镇大畔田路102号301室

